

 W największym stopniu rozbudowane urządzenie akumulatorowe
W największym stopniu rozbudowane urządzenie akumulatorowe 

Część 2 -obróbka skrawaniem
Teraz parę terminów:- opory skrawania, czyli siła po przyłożeniu której nóż tokarski może się zagłębić w materiał obrabiany.
Największej siły potrzebują materiały z grupy 5 i 6. Dalej 1 i 2, i tu mała uwaga, bo chociaż stal nierdzewna jest w miarę miękka to ma tendencję do hartowania się w strefie zgniotu a powstały wiór nadal ma tendencję do sczepiania się z powierzchnią przyłożenia. Rada: wiertło kobaltowe do nierdzewki jak zaczyna wydawać pisk to znaczy, że już nie skrawa i trzeba je przeostrzyć.
I ostatnia grupa o najniższym oporze skrawania to 3 i 4.
Dalej napiszę o temperaturach powstających w ciągu skrawania na styku narzędzie - przedmiot. Najmocniej narażonym miejscem w narzędziu na nagrzanie i zużywanie jest bezspornie krawędź skrawająca, stąd chłodzenie + smarowanie powinno być zawsze brane pod uwagę. Nawet jak wiercimy jeden otwór i mamy wiertło do stali zamocowane w uchwycie to można je zanurzyć w oleju. Tak wygląda analiza temperatur podczas skrawania przy zachowaniu zbliżonych parametrów.
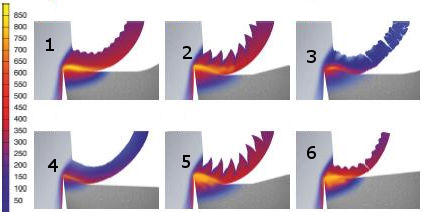
Z grafiki widać, dlaczego np. mosiądz czy żeliwo jest łatwe do skrawania a stal nierdzewna czy hartowana nie.
I na koniec nieco o skrawalności materiałów. Na skrawalność ma wpływ wiele czynników, część z nich opisałem powyżej. Kwalifikuje się jeszcze do nich min.:
- Geometria ostrza i materiał, z jakiego jest wykonane narzędzie( wiertła do stali, wiertła HSS NWKa, noże tokarskie czy frezy palcowe).
- Parametry skrawania, to jest siła nacisku - posuwu, prędkość skrawania.
- Metoda i intensywność chłodzenia (ciągłe czy jednorazowe).
- Sposób mocowania materiału i narzędzia (uchwyt wiertarski, imadło maszynowe).
A teraz ciekawe spostrzeżenie, taki paradoks: dla jednostki, która wykonuje pracę(wiercenie czy toczenie) pożądane są stale o małej wytrzymałości, małej ciągliwości i małej ścierności. Natomiast dla użytkownika detalu najlepszym materiałem jest taki, który wykazuje dużą wytrzymałość, wysoką ciągliwość i niewielką ścieralność.