

 W największym stopniu rozbudowane urządzenie akumulatorowe
W największym stopniu rozbudowane urządzenie akumulatorowe 

Witam, dzisiaj nieco teorii, czyli podział narzędzi skrawających część pierwsza.
Istnieje parę sposobów podziału narzędzi skrawających: według sposobu obróbki: noże strugarskie, rozwiertaki, wiertła, przepychacze, wytaczadła, frezy, gwintowniki, głowice gwintujące, frezy ślimakowe, frezy modułowe, honownice.
Według zarysu obrabianej powierzchni: do powierzchni zewnętrznych płaszczyzn i powierzchni obrotowych, do obróbki otworów, do obróbki gwintów, do obróbki kół zębatych, do obróbki rowków.
Najbardzie znane są wiertła i je opisze w tym artykule.
Podział wierteł można dokonać ze względu na:
Przeznaczenie: wiertła ogólnego przeznaczenia, to wszystkie wiertła kręte i piórkowe do wiercenia w litych materiałach. Wiertła specjalistyczne: wiertła wielostopniowe, tzw. choinki, wiertła stożkowe, wiertła do głębokich otworów.

Ze względu na rodzaj budowy: Wiertła monolityczne wykonane ze stali szybkotnącej, wiertła łączone z częścią roboczą ze stali szybkotnącej lub z węglika spiekanego zgrzewaną częścią chwytową, lub z lutowanymi ostrzami z węglików spiekanych, wiertła drążone z wewnętrznym rowkiem chłodzącym.
Wiertła koronkowe i trepanacyjne, przeznaczone są do wykrawania otworów o znacznych średnicach. Proces obróbki odbywa się poprzez skrawanie materiału na obwodzie wykonywanego otworu za pomocą ostrzy rozmieszczonych na krawędzi części roboczej. Część środkowa pozostaje nienaruszona, dzięki takiemu rozwiązaniu otwory wykonuje się znacznie szybciej. Narzędzia są tańsze i mają mniejszą wagę. Przypadłością tego rodzaju obróbki jest pozostający środek, w przypadku otworów przelotowych pozostaje on wewnątrz narzędzia i trzeba go mechanicznie usunąć. W przypadku otworów nieprzelotowych rdzeńśrodekusuwa się ręcznie.
Kolejnym kryterium podziału wierteł jest rodzaj chwytu. I tak mamy: chwyt walcowy gładki, chwyt walcowy z zabierakiem prostokątnym lub wielokątnym (chwyt wielokątny), z chwyt stożkowy ( wiertła NWKc), z chwyt walcowy z dodatkowymi zabierakami i otworami wgłębnymi( SDS Plus).

Mocowanie sds plus - to z lewej.
Ze względu na rodzaj obrabianego materiału; wiertła do stali konstrukcyjnych, wiertła do stali nierdzewnych, wiertła do metali nieżelaznych, wiertła specjalne węglikowe wysokoobrotowe do zastosowania na centrach obróbczych CNC. Dalej wiertła do betonu, wiertła płytkowe do szkła, wiertła diamentowe do gresu i ceramiki, wiertła koronkowe do materiałów ceramicznych, wiertła do drewna, wiertła wielozadaniowe do różnych rodzajów materiałów.
Na koniec napiszę o popularnych wiertłach krętych.
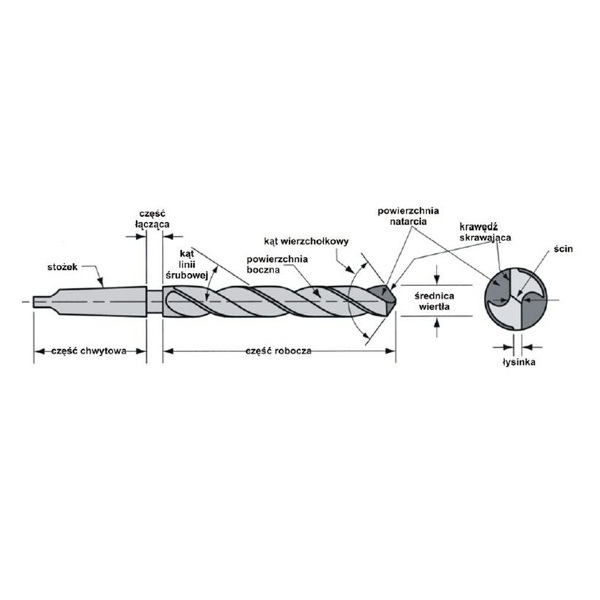
Wiertła kręte są narzędziami walcowymi. Do najczęściej używanych należą wiertła kręte mające dwa ostrza robocze oraz dwa rowki służące do transportu materiału obrobionego w postaci wiórów. Wiertła te są prowadzone w otworze za pomocą dwóch łysinek rozmieszczonych po obwodzie wzdłuż rowków, na zewnętrznej części wiertła. Dwie krawędzie skrawające są złączone ścinem. Często ścin jest skracany, tzn. korygowany w celu dodania dodatkowych krawędzi skrawających. Powoduje to, że wiertło nam nie ucieka w początkowej fazie obróbki i mniej się nagrzewa. Trzeba bowiem pamiętać, że ścin nie skrawa z powodu znacznego kąta wierzchołkowego rzędu 125-135 stopni. Krawędzie skrawające muszą być zawsze tej samej długości, dzięki temu wiertło nie ma bicia i wykonuje otwór równy swojej średnicy. Wiertła dostępne w sklep z narzedziami Dom Techniczny Wieluń.
Powierzchnie skrawające powinny być gładkie tak, aby zminimalizować przyklejanie się wiórów i ograniczyć tarcie. Kąty skrawania i kąt wierzchołkowy jest zależny od przeznaczenia wiertła.
Koniec części pierwszej.